Chat with us
Online
00:00
Hi! How can I help you?
The Low Intensity Lines
Science-driven metal performance for low-intensity refining: Prometals offers the micro geometric Nanoax line and the more comprehensive Pegasus line, in terms of specific applications. Applying scientific, empirical and technological knowledge, we have obtained very superior results.


NANOAX®
Ultra Low Intensity Concept
Ultra Low Intensity Concept


PEGASUS®
Low Intensity Concept
Low Intensity Concept
The future of mechanical pulping lies in the continued development and optimization of low-intensity refining technologies. As the industry faces increasing pressure for sustainability and energy efficiency, these advanced systems provide a viable pathway for achieving environmental and economic objectives while maintaining or improving product quality.
The evidence strongly supports the adoption of low-intensity mechanical fiber treatment as a standard practice in modern pulp and paper manufacturing, with significant potential for further development and optimization through continued research and technological advancement.
The Tribology of Fibrillation Versus Fracture
When a fibre floc is trapped between the crossing bars of a rotor and a stator, it experiences a sequence of complex forces: normal forces that crush the fibre radially, shear forces that roll and twist the fibre tangentially, and corner forces as the leading edges of the bars strike the floc. In high-intensity configurations, the corner forces dominate, acting as a guillotine that cleaves the fibre perpendicularly to its axis.
Low-intensity refining fundamentally alters this tribological interaction. By reducing the severity of each individual impact, the dominant mechanism shifts from transverse fracture to cyclic longitudinal compression. This repeated, gentle compression causes the S1 and S2 layers of the secondary cell wall to delaminate internally, causing the fibre to swell with water and become highly flexible (internal fibrillation).
Simultaneously, the friction against the bar surfaces and adjacent fibres peels microfibrils from the fibre exterior, dramatically increasing the specific surface area available for hydrogen bonding (external fibrillation).
Laboratory comparisons using PFI mills—which are inherently low-intensity, high-energy refining devices—demonstrate that this gentle action produces smaller reductions in freeness (drainage) while yielding significantly higher tensile strengths, confirming that internal fibrillation is the primary driver of strength enhancement without the penalty of fibre shortening.
The Specific Edge Load (SEL) Paradigm
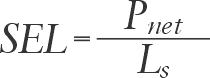
The intensity dictates the severity of the impact each fibre experiences during its residence time in the refining zone. If the intensity is pushed too high relative to the fibre's inherent burst strength, there is a critical risk of excessive fibre cutting rather than the desired surface fibrillation. The calculation of refining intensity is typically evaluated using the Specific Edge Load (SEL) equation, expressed as a function of power, speed, and plate geometry.
Originally conceptualized by Wultsch and Flucher in 1958, and subsequently formalized for industrial application by Brecht and Siewert in 1966, SEL serves as the baseline operational target for virtually all commercial stock preparation lines. The SEL theory postulates that refining intensity is the ratio of the net effective applied energy to the total length of the bar edges crossing one another per unit of time.
Total number of bars on the rotor.
Total number of bars on the stator.
The radial length of the bar.
SEL = (kJ/s) / (km/rev × rev/s) = (kJ/s) / (km/s) = kJ/km = J/m
The resulting unit is expressed in Watt-seconds per meter (Ws/m) or Joules per meter (J/m). Managing this intensity requires precise micro-geometry and an understanding of how micro-features influence the ultimate kilowatt-hours per ton (kWh/ton) metric.
The resulting unit is expressed in Watt-seconds per meter (Ws/m) or Joules per meter (J/m). Managing this intensity requires precise micro-geometry and an understanding of how micro-features influence the ultimate kilowatt-hours per ton (kWh/ton) metric.
The industry standard dictates that traditional hardwood refining operates at an SEL between 0.6 and 1.0 J/m, while modern ultra-low intensity setups target values between 0.1 and 0.5 J/m (and occasionally as low as 0.05 J/m). While SEL is prized for its operational simplicity, relying exclusively on net power and the rotational geometry of the plates, it is fundamentally flawed when addressing the micro-mechanics of fibre trapping.
The theory assumes that all mechanical work is concentrated instantaneously at the leading edges of the crossing bars, entirely ignoring critical geometric variables such as bar width, groove width, the intersecting angle of the bars, and the volumetric flow rate of the pulp suspension. Empirical industrial data frequently shows that pulp refined at a mathematically constant SEL will exhibit wildly varying physical properties if the consistency of the pulp or the physical width of the plate bars is altered.
The Specific Surface Load (SSL)

Recognising the flaws of the SEL model, especially for low-intensity refining and short fibres, J. J. Lumiainen proposed the Specific Surface Load (SSL) theory. The SSL - or Specific Intensity - theory postulates that refining energy is dissipated not only at the bar edge (cutting) but also through friction and compression as the fibre floc slides over the flat surface of the bar (fibrillation). Is calculated by dividing the SEL by the Impact Length (IL or Bar Width Factor).
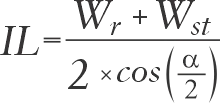
The impact length or bar width factor.
The rotor bar width.
The stator bar width.
Average intersecting angle of the pattern.
Where IL describes the geometric length of the interaction between the rotor and stator bars, being a function of the bar width and the intersection angle.
For parallel bars or small angles, IL approximates the bar width.
For parallel bars or small angles, IL approximates the bar width.
Dynamic Intensity Simulator (SEL & SSL)
Specific Edge Load (J/m) & Specific Surface Load (J/m²) for High-Capacity Refiners
The "Optimised" or "Ideal" zone depends entirely on the type of fibre being processed:
- Short Fibre (Hardwood/Eucalyptus): These are short fibres with thinner walls. A SEL of 2.0 J/m would be catastrophic, cutting the fibre and destroying the paper's strength. The ideal for short fibre is generally between 0.4 J/m and 1.2 J/m.
- Long Fibre (Softwood/Pine): These are long, robust, and thick fibres. They require a lot of energy to fibrillate without simply "combing" the fibre. The ideal here is between 1.5 J/m and 3.5 J/m.
- Recycled Fibres (OCC/Kraft): These have an intermediate behaviour, usually ranging between 1.0 J/m and 2.0 J/m.
Because this simulator focuses on high-capacity equipment, it features a "Fibre Type" selector.
The simulator dynamically adjusts the "Optimised Balance" zone according to the selected raw material.
SEL Result
-- J/m
Adjust the parameters
SSL (Specific Surface Load)
--
J/m²
Net Power
--
kW
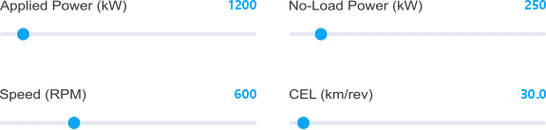
To illustrate this mathematical relationship, consider a standard industrial input scenario:

Kerekes C-Factor Simulator
Evaluate Refiner Capacity and Resulting Fibre Treatment Intensity.
While both SEL and SSL models successfully allocate energy based on macroscopic machine geometry, they exhibit a critical blind spot: they fail to account for the intrinsic morphological properties of the fibrous suspension itself. Variables such as initial fibre length, fibre coarseness, and volumetric pulp consistency are completely absent from SEL and SSL calculations. To bridge this extensive theoretical gap, Richard Kerekes developed the highly rigorous C-factor mathematical framework, designed to represent the absolute capacity of a specific refiner and plate geometry to impose quantifiable impacts upon individual fibres.
Net Power (kW)
5000
Rotor Speed (RPM)
1200
Bar Width (mm)
3.0
Groove Width (mm)
4.0
Relative C-Factor Index
0.00
Refining Intensity (J/impact)
0.00
Machine Off
Strength Property Development
High Intensity Scenario: High Specific Edge Load (SEL) results in rapid fibre shortening. Tensile strength increases moderately, but Tear strength drops precipitously as the fibre network loses its long structural members.
Get in Touch
Ready to improve refining performance or build custom metal parts?
Tell us about your challenge and attach drawings or data—we’ll respond quickly.